
聯系人:戴小姐
手 機:139-0283-8059
郵 箱:dhy@chaomaida.com
網址:m.g1idg.com.cn
地 址:佛山市順德區勒流街道辦事處富裕村委會西村工業一路3號

烘干線線棒的質量及設計:烘干線價格是由線棒及其他結構部件組裝而成的,所以基礎原材料的質量會對線棒流水線的質量帶來很大的影響,只有保證了線棒的制作質量和結構設計,注重每一個設計要點,才可以保證最終的產品質量。線棒的組裝結構設計:雖然說玉林烘干線的組裝十分簡單,但是也不是毫無規則可言的,最起碼要符合基本的力學結構,保持線棒流水線的物理結構穩定,才可以避免長期扭曲負荷給線棒流水線帶來損傷。影響線棒流水線質量的因素除此之外,還有很多的細節部分,總的來說,細心和設計規則遵守是保證產品質量的辦法。

烘干線是一條龍作業,使得產品從開發設計,生產制造到銷售整個過程都做到規范化、科學化、制度化,是一個企業降低經營成本,提高生產效率的有效途徑。但是專業烘干線的特點決定廠內組裝流水線的物流作業服從和服務與生產工藝流程的需要,所以組裝流水線的物流具有很強的配合性、動態性、集散性和均衡性。如果玉林烘干線上物流存在問題,必然會影響整個組裝流水線的效率。組裝流水線上存在的物料配送矛盾:組裝流水線高效率的生產特色和低效、繁雜的物流配送,成為約束廠內物流通暢的一個瓶頸。企業在組裝流水線上物流配送過程中容易存在以下問題:1、組裝流水線上,物流容器的使用方法不規范,包裝并未真正實現規范化、標準化,堆放仍顯雜亂。

烘干線設備的速度是根據流水線的長度來獲得工位數,然后根據專業烘干線每個工序的操作所需的最長時間來確定生產節拍。當然,流水線的運行時間可以細分,玉林烘干線使每個工位的工作量和操作時間是相同的。裝配線上的標準工作時間:指在正常條件下直接影響從零件到成品的成品完成的有效工作時間,包括直接工作時間和間接工作時間。也就是說,用于處理每件(每套)產品的所有工作站的有效工作時間之和。標準工作時間的流水線方法:對現有的每個工作站(熟練工人)的所有時間進行有效工作,對所有產品加工站的工作時間進行測量,考慮車間水平的生產平衡,環境對工人的影響,并根據疲勞因素等工人的生產信息,計算出標準的工作時間。直接工作時間:指直接工作人員的工作時間;間接工作時間:指對現場直接工作人員進行必要的管理和輔助工作的人員。標準人手:指在設定的產出目標的前提下,生產單位根據標準工作時間和實際生產情況合理分配的人手。
烘干線在工廠中起著非常重要的作用。尤其是在一些電子產品制造商的家庭中,應用非常廣泛。但是,專業烘干線行業中出現了新產品-烘干線價格。那么這兩條裝配線有什么區別?一、在結構上兩者也有所不同。因為使用的字段不同,并且處理方式也不同。因此,設計存在很大差異。二、將工廠使用的普通雙速鏈條裝配線安裝在地面上,然后生產產品并在其上流動。正常生產線的長度也可以根據自己的需要設置。使用起來非常方便。但是自動化生產線安裝在空中,產品主要懸掛在下面以進行小批量生產。因此這種工作效率也很高。兩者之間的區別在于它們的工作方式。三、普通生產的雙速鏈條流水線設備雖然產品的產量相對較小,但產品的產量卻非常多。因此,因此,越來越多的工廠正在使用它們。自動雙速鏈條裝配線只能小批量生產。并與其他設備一起生產。目前,自動化裝配線的自動雙速鏈條流水線已被大型生產工廠普遍采用。它涉及提高生產的夾具,多點和多縫焊接機,機械化支撐和移動裝置,機器人,焊接機等的設計。這些設備布置在機械化的雙速鏈裝配線和自動化裝配線中。可以選擇機器視覺系統來確定焊接完成后的焊接質量,并且只需要一名熟練工人即可到達生產線。

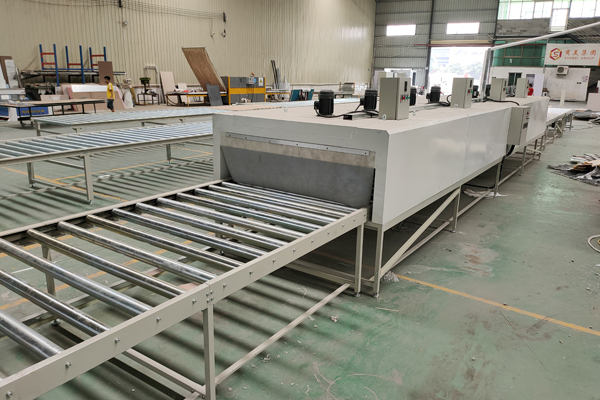
烘干線常用于水平的或向上微斜的輸送線路。驅動裝置將動力傳給滾筒,使其旋轉,通過滾筒表面與輸送物品表面間的摩擦力輸送物品專業烘干線主要由兩個端點滾筒及緊套其上的閉合輸送帶組成。帶動輸送帶轉動的滾筒稱為驅動滾筒(傳動滾筒);另一個僅在于改變輸送帶運動方向的滾筒稱為改向滾筒。驅動滾筒由電動機通過減速器驅動, 輸送帶依靠驅動滾筒與輸送帶之間的摩擦力拖動。驅動滾筒一般都裝在卸料端,以增大牽引力,有利于拖動物料由喂料端喂入,落在轉動的輸送帶上,依靠輸送帶摩擦帶動運送袋卸料端卸出,烘干線價格的原理是輥筒由一根環型鏈條驅動, 鏈條在特制導軌中運行,具有安裝方便,噪音低的特點,單鏈輪滾筒用大循環的方式驅動,雙鏈輪滾筒用小循環的方式驅動,其他驅動方式用于輕型輸送場合。適用于各類箱、包、托盤等物件的輸送,散料、小件物品或不規則的物品需放在托盤上或周轉箱內輸送。

加快功用的差異:烘干線能確保鏈流水線的勻速前進,以確輸送帶上材料的精確同步輸送;而專業烘干線它相比于倍速鏈組裝線來說是在自身勻速前進的基礎之上,又加了一些加快的才能,職工可以經過操作面板對應操作操控。工作功率的差異:一個加快的才能就影響到了在整個安零件傍邊的小商品功率。在職工進行裝置各個小商品零件的時候都是經過流水線的速度來進行裝置的。假設職工的速度日益增快卻遭到流水量速度的限制,而倍烘干線價格正好打破倍速鏈組裝線的高功率限制。



