
聯系人:戴小姐
手 機:139-0283-8059
郵 箱:dhy@chaomaida.com
網址:m.g1idg.com.cn
地 址:佛山市順德區勒流街道辦事處富裕村委會西村工業一路3號

裝配線物流配送矛盾產生的原因:1、思想認識上,由于對廠內 “ 防城港裝配線上物流配送 ” 的重要性認識不清。錯誤的認為標準化僅限于容器的標準化,而未達到認知的標準化、管理的標準化和運作上的標準化。2、配送的準時化打了折扣。由于配送人員慣性思維的影響,認為 “ 配送就是保證生產流水線上有料 ”“ 這次多送點,下次便可少送點 ”,卻未考慮裝配線廠家的節拍性和動態性,導致徒勞無功和增加線上的負擔。3、對產品的把握不夠。不同產量,不同類型的產品未根據自己的生產方法和工藝流程的性質,而采取不同的產品布置方式。4、單一組裝流水線因其自身的缺陷,導致效率雖高,卻沒有柔性,多種類型的產品且頻繁輪換導致流水線不負重荷。

裝配線速度可調控性的差異:當防城港裝配線上因為職工的功率差異而引起傳輸帶上材料的不平均時,經過差速鏈去進行調整裝配線廠家自身就是經過滾動添加各個零件之間的前后移動,所以倍速鏈組裝線就可以在短時期之內就對于這個速度進行調整,倍速鏈因為固定而無法調控的。
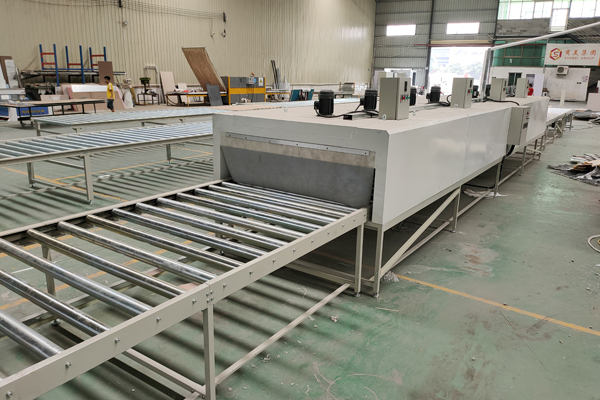
裝配線的結構形式,按驅動方式可分為優質裝配線,防城港裝配線,積放倍速鏈組裝線。按線體形式可分為水平倍速鏈組裝線、傾斜倍速鏈組裝線和轉彎倍速鏈組裝線。還可按客戶要求特殊設計,以滿足各類客戶的要求。自動輸送線之間易于銜接過濾,可用多條滾筒線及其它輸送設備或專機組成復雜的輸送系統,完成多方面的工藝需要。可采用積放滾筒實現物料的堆積輸送。

裝配線分為優質裝配線、防城港裝配線和拖式懸掛鏈輸送線。提式懸掛式輸送線:即普通懸掛輸送機,由架空軌道、牽引鏈、滑架、吊具、改向裝置、驅動裝置、張緊裝置和安全裝置等組成。架空軌道構成閉合環路,滑架在其上運行。各滑架等間距地聯接在牽引鏈上。牽引鏈通過水平、垂直或傾斜的改向裝置構成與架空軌道線路相同的閉合環路。吊具承載物品并與滑架鉸接。依輸送線路的長短,可設單驅動裝置或多驅動裝置。單驅動的輸送線路長度可達 500米左右。多驅動的輸送線路可更長,但各驅動裝置之間需保持同步。在架空軌道的傾斜區段內設有捕捉器,牽引鏈一旦斷裂捕捉器即擋住滑架,防止物品下滑。提式懸掛輸送機不能將物品由一條輸送線路轉送到另一線路。

裝配線所述遞送物品通過支撐裝置放置在托盤上或托盤上。托盤的速度是鏈條運行速度的整數倍。由于優質裝配線的鏈條是復合滾子結構,在鏈條不斷運行時,防城港裝配線上設置的屏障使托盤停止運行。底面是大而平的物品,不得使用托盤。在正常生產中,如遇突發緊急情況,應盡快按下紅色停止按鈕停止加工;操作過程中,嚴禁將手、腳放入鏈條軌道,否則可能會發生傷害事故;無工具,無雜物進入鏈軌,嚴禁用手觸摸線體上的導電輪,否則會發生觸電。將工件(工裝板)放置到生產線上時,應將工件(工裝板)輕放于生產線本體中間,避免對機器零件產生劇烈的沖擊損傷。



